
بررسی تاثیرات ناشی از حرارت جوشکاری فشاری گازی (Gas Pressure Welding) بر روی منطقه HAZ در گیره های نگهدارنده دستگاه های فورجینگ
نویسنده: مهندس امیر نخعی - کارشناس مهندسی جوش
فرایند جوشکاری فشاری گازی (GPW) یا به اصطلاح جوشکاری فورجینگ سر به سر میلگرد در صنایع ساختمان سازی و پروژه های عمرانی جهت اتصال محکم و مطمعین سر به سر میلگرد ها دارای کاربرد بسیار زیاد می باشد. این فرایند به خاطر استحکام بسیار بالا و ایمن در جهان و ایران جایگزین روی هم گذاشتن یا همان اورلپ میلگرد گردیده است. تفاوت در مقدارحرارت ورودی حین جوشکاری یکی از مهمترین پارامتر های فرایند جوشکاری قدیمی با الکترود و جوشکاری جدید فورجینگ می باشد.
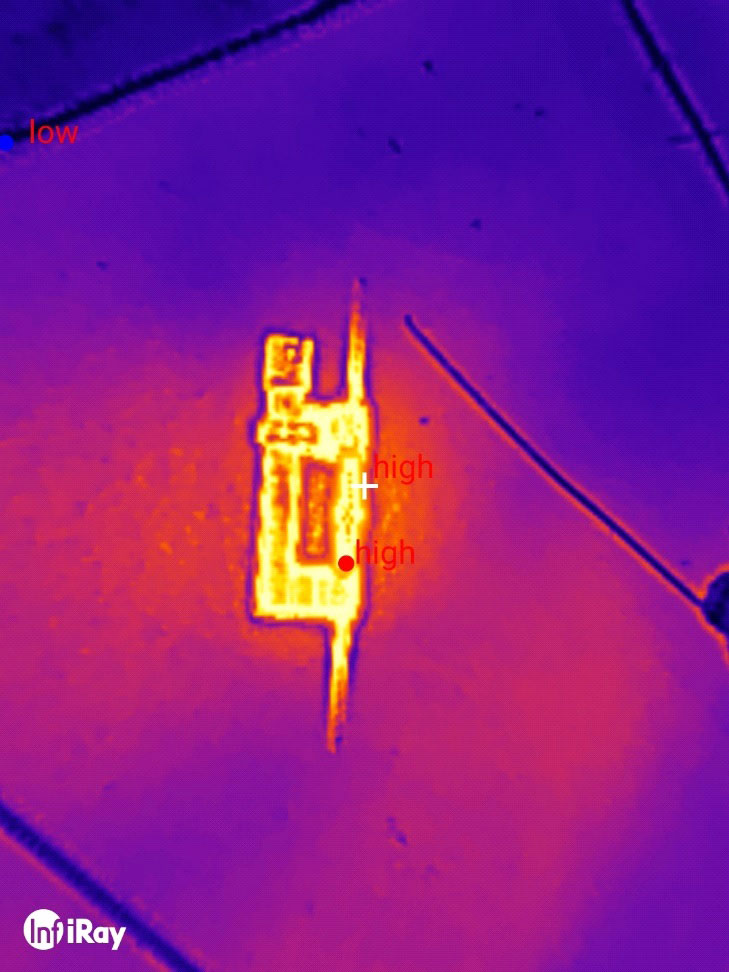
در حین فرایند جوشکاری فورجینگ حرارت اعمالی به میلگرد توسط تورچ به گیره های نگدارنده منتقل داده می شود. با توجه به اینکه حرارت ورودی به حدی بالا می باشد که به ناحیه پلاستیکی شدن فلز نزدیک می شود بنابراین اثرات مخرب این حرارت ورودی (Heat Input) در اطراف منطقه جوش و منجمله گیره نگهدارنده قابل توجه است.
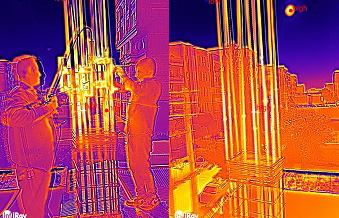
این حرارت ورودی حدود 900~1000 درجه سانتیگراد بوده و می تواند در دراز مدت باعث تغییرات متالورژیکی مخرب از قبیل درشت شدن دانه ها (Grain Growth) و ترد شدن (Brittle) ساختار مولکولی فلز گیره های نگهدارنده جوشکاری میل گرد شود.
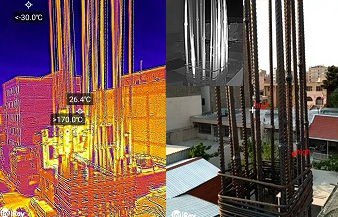
از طرفی این حرارت به گیره های نگهدارنده دستگاه فرجینگ نیز برخورد می کند و باتوجه به انتقال حرارت فک ها نیز تحت تاثیر این حرارت قرار می گیرند و ترد می شوند که در اثر ضربه های ناگهانی و شوک حرارتی ، شکسته و ترک های مویی و به مرور عمیق در فک ها رخ می دهد. با توجه به این شرایط و تاثیرات دمایی و متالورژیکی در صورت ایجاد شوک حرارتی (برخورد با آب یا روغن) ، شوک مکانیکی (ضربه شدید) احتمال خمیده شدن (کمانش یا کج شدن) فک بسیار بالا می باشد که سبب پایین آمدن دقت کار گیره ها و به مرور مونتاژ نادرست میلگرد های جوش شونده در آن فک خواهد شد و جوشهای اجرا شده دارای عیوب ظاهری شدیدتر از حد مجاز خواهند گردید.

بنابراین فاصله مناسب بین فک ها و شعله جوشکاری با انتخاب مشعل سایز مناسب و استاندارد ، تنظیم مناسب طول شعله حین عملیات جوشکاری ، استفاده از گاز مصرفی با ارزش حرارتی مناسب و دقت اپراتور آموزش دیده و دارای گواهینامه فنی و حرفه ای از آموزشکاه جوشکاری فورجینگ اتصال جوش به عنوان اولین و تنها آموزشگاه تخصصی جوش سر بسر میلگرد در ایران ، جلوگیری از سرعت سرد شدن سریع و با سرعت بالا ، انجام عملیات پیش گرم در ابتدای شروع روز کاری و مخصوصا روزهای سرد می تواند از آسیب جدی به فک ها جلوگیری کند.
از طرف دیگر پارامتر های فوق الذکر باعث افزایش کیفیت منطقه جوش و منطقه اطراف جوش Heat Affected Zone (HAZ) می شود.
نتیجه گیری:
استفاده از فرایند جوشکاری فورجینگ سربسر میلگرد (GPW) امروزه کاربرد وسیعی در صنعت ساختمان و پروژه های عمرانی دارد. جهت جلوگیری از آثار مخرب حرارت اضافی حین جوشکاری که باعث ترد شدن فلز جوش ، اعوجاج و شکست فک های جوشکاری ، ترد شدن منطقه اطراف جوش میگردد ، باید مواردی مانند انجام عملیات حرارتی (پیش گرم ، پس گرم گیره های نگدارنده و نه خوده جوش ها قبل از اجرا مخصوصا در روزهای سرد) ، همچنین آموزش اپراتورهای دارای مدرک و مجوز جوشکاری از فنی و حرفه ای انجام شود تا در وجه اول سلامت جوش های اجرایی تامین گردد و در وجه دوم هزینه های جاری ناشی از آسیب به تجهیزات گرانقیمت دستگاهها استاندارد همچون برند های معتبر دایا و گرزولد که شرکت مهندسی سازه آزمون فولاد به عنوان نماینده انحصاری آنها در تامین و فروش در ایران است به حداقل برسد.
منبع: وبسایت سازه آزمون فولاد sts-weld.com
طراحی سایت : ایران طراح